


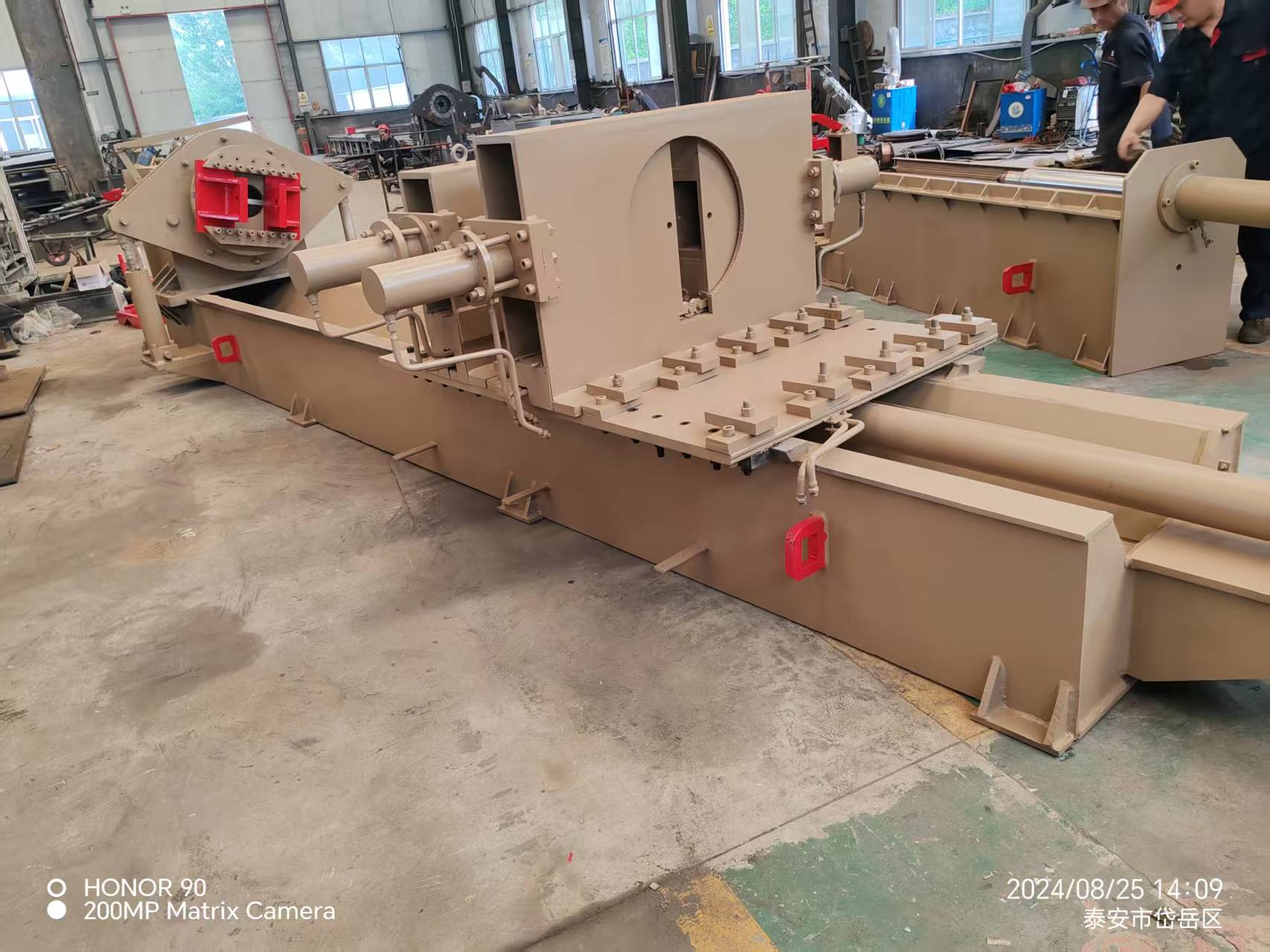
Sistema portátil de desmontagem de cilindros horizontais
1. Antes da desmontagem, o corpo do cilindro necessita de ser limpo com muita pressão e uma manga de matriz com uma tolerância de ±0,2 mm necessita de ser preparada.
2.º Ao içar, gerencie a atitude de inclinação de 3°, modifique a centragem axial ≤0,5 mm/radial ≤φ0,1 mm e certifique-se de que a folga de engrenamento da matriz é ≤0,3 mm.
3.Um motor hidráulico de 16 MPa é utilizado para a desmontagem comum. Em caso de ferrugem, é ativado um mecanismo de roquete de 20 MPa e é definida uma restrição de 25 MPa para interromper a sobrepressão.
1. Antes da desmontagem e montagem, deve ser utilizado equipamento de limpeza de alta pressão (≥10MPa) para remover completamente as cinzas de carvão, óleo e outros poluentes na superfície do corpo do cilindro, e deve ser preparada uma luva de fixação especial com uma tolerância de precisão correspondente de ±0,2 mm de acordo com as especificações da luva guia do cilindro a desmontar (como colunas duplamente estendidas de 400 mm) para garantir a correspondência das ferramentas.
2. Durante o içamento, utilize lingas antiderrapantes para içar de forma estável o corpo do cilindro até à máquina de desmontagem do cilindro a um ângulo de inclinação de ≤3°, ajuste o centro axial apertando o parafuso traseiro do cilindro (desvio ≤0,5 mm) e utilize o mecanismo de centragem para ajustar a concentricidade radial (≤φ0,1 mm) e, por fim, mova a bancada para manter a luva de fixação e a boca do suporte do mandril com uma folga de ≤0,3 mm e engrenar com precisão.

3. O processo de desmontagem standard dá prioridade à utilização de um motor hidráulico de 16MPa para desapertar diretamente a luva guia. Em caso de ferrugem, pode-se accionar o mecanismo auxiliar de roquete com uma pressão máxima de 20MPa. Em caso de mordedura severa, é utilizado um processo de desmontagem térmica de ≤150°C e é definido um limite rígido do sistema de 25MPa para evitar a operação com sobrepressão.
4. São fornecidos dois caminhos de processo para a desmontagem:
Modo A (preferido): luva guia do cilindro central → luva guia do cilindro exterior → separação do cilindro exterior → funcionamento da válvula inferior → ejeção da coluna viva
Modo B (alternativo): luva-guia do cilindro exterior → separação do cilindro central → reinstalação do cilindro central → fixação da placa de fixação → ejeção da coluna viva. O modo A desmonta a luva-guia do cilindro central e a luva-guia do cilindro exterior em sequência e, em seguida, ejeta a coluna viva. O Modo B desmonta primeiro a luva-guia do cilindro exterior e, em seguida, processa o conjunto do cilindro central. Na operação real, a seleção deve ser baseada nas condições de trabalho, e os parâmetros específicos podem ser otimizados e ajustados sob a orientação do engenheiro supervisor.
5.As almofadas de borracha com uma dureza Shore de 60±5 devem ser utilizadas durante toda a operação para proteger a superfície de contacto de precisão. O ajuste da pressão deve ser reposto e depois aumentado gradualmente a uma taxa de ≤2 MPa/s. O sensor de pressão deve ser calibrado mensalmente de acordo com a norma MT/T 98-2016. Se a cobertura da matriz do cartão apresentar um desgaste >0,5 mm, deverá ser eliminada e substituída imediatamente.




